1�、 槍鉆技術(shù)基礎(chǔ)內(nèi)容論述
1.1 工作原理
槍鉆技術(shù)在應(yīng)用過程中,主要的工作原理如下:槍鉆設(shè)備的柄部會(huì)直接夾持在機(jī)床的主軸位置處����,而鉆頭則會(huì)在導(dǎo)引孔和導(dǎo)套的引導(dǎo)下�����,直接輸入到工件結(jié)構(gòu)的表面以下,在進(jìn)入到結(jié)構(gòu)表面下方之后���,鉆刃結(jié)構(gòu)具備較強(qiáng)的獨(dú)特性,其在繼續(xù)鉆進(jìn)的過程中可以起到自導(dǎo)向的作用�,這也在很大程度上提高了結(jié)構(gòu)的切削精度���。
1.2 基礎(chǔ)結(jié)構(gòu)
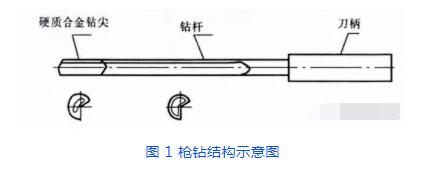
如圖 1 所示�����,槍鉆系統(tǒng)在使用過程中,主要由以下幾部分應(yīng)用結(jié)構(gòu)組成:第 一�����,鉆刃結(jié)構(gòu)�,該結(jié)構(gòu)是槍鉆系統(tǒng)中的核心部分,在對(duì)結(jié)構(gòu)進(jìn)行切削時(shí)能夠?qū)Y(jié)構(gòu)整體起到相應(yīng)的導(dǎo)向作用�,經(jīng)過一次貫穿處理后可以得到精度很高的深孔結(jié)構(gòu)�����。在具體應(yīng)用中,鉆刃具備兩個(gè)基本度���,可以結(jié)合切削工件的實(shí)際情況進(jìn)行選擇,從而提高選擇結(jié)果的可靠性和使用價(jià)值�。第二��,刀身結(jié)構(gòu),該結(jié)構(gòu)使用航天工業(yè)專用鋼材進(jìn)行制作��,同時(shí)刀身中有 165°V 型槽�,可以將鉆孔產(chǎn)生的切屑帶出工件內(nèi)部,以此來提高整個(gè)結(jié)構(gòu)應(yīng)用過程的可靠性和實(shí)用性����。第三�����,驅(qū)動(dòng)柄,該結(jié)構(gòu)同樣使用航天工業(yè)材料進(jìn)行制作��,結(jié)構(gòu)驅(qū)動(dòng)柄一般以圓柱形為主�,側(cè)面則具備了兩個(gè)應(yīng)用平面,輔助結(jié)構(gòu)順利進(jìn)行應(yīng)用作業(yè)��。
1.3 加工優(yōu)勢(shì)
總結(jié)以往的應(yīng)用經(jīng)驗(yàn)�,槍鉆系統(tǒng)在使用過程中,具備了以下加工優(yōu)勢(shì):(1)適應(yīng)范圍廣泛�����,適用于各類金屬構(gòu)件的加工����,而且鉆孔圓度可控制在 0.005mm 以內(nèi)�,成孔精 準(zhǔn)度非常高。(2)鉆進(jìn)過程中�,高壓切削液能夠?qū)a(chǎn)生的熱量快速帶出結(jié)構(gòu)外����,起到了良好的冷卻作用�,而且深孔內(nèi)產(chǎn)生的切屑,也可以通過通道順利排放到外界,減小了鉆頭鉆進(jìn)時(shí)的摩擦力�,提升了深加工過程的順暢性��。(3)該技術(shù)在應(yīng)用中具備了較強(qiáng)的生產(chǎn)效率,在具體的鉆進(jìn)過程中,其進(jìn)給量會(huì)控制在 30mm/min 到 120mm/min 之間,并且可以保持持續(xù)工作的狀態(tài),可縮減 30%的鉆進(jìn)時(shí)間���。
2 、槍鉆技術(shù)在普通鏜床深孔加工中的應(yīng)用要點(diǎn)
2.1 槍鉆設(shè)備的選擇
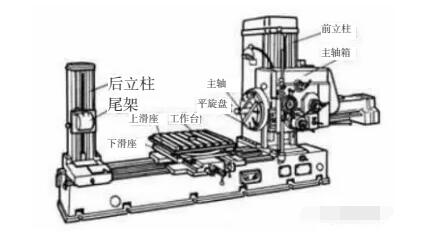
在槍鉆技術(shù)應(yīng)用過程中,做好槍鉆設(shè)備的選擇屬于基礎(chǔ)工作內(nèi)容�����。在具體的工作過程中����,需注意以下幾點(diǎn):(1)對(duì)于加工產(chǎn)品的基礎(chǔ)參數(shù)進(jìn)行了解,如圓孔深度�����、圓孔直徑�、原材料硬度等,明確相互間的關(guān)聯(lián)性�,如圖 2 所示����,基于基礎(chǔ)資料來選擇相匹配的加工設(shè)備����,確定槍鉆設(shè)備的基礎(chǔ)參數(shù)�。(2)在普通鏜床的選擇中�����,可以 選臥式鏜床,此類機(jī)床主要用于產(chǎn)品的成孔加工,其加工精度可以達(dá)到 IT7�����,搭配所選槍鉆設(shè)備有著很好的應(yīng)用效果�����。(3)設(shè)備正式使用前需要做好設(shè)備參數(shù)的調(diào)整工作����,使其處于良好的工作狀態(tài)��,以滿足系統(tǒng)運(yùn)行的基礎(chǔ)要求���。
2.2 鉆尖參數(shù)的控制
如圖 3 所示����,在深孔加工中會(huì)應(yīng)用到普通鏜床����,結(jié)合其應(yīng)用特征,在對(duì)鉆尖參數(shù)進(jìn)行應(yīng)用控制時(shí),應(yīng)注意以下幾方面應(yīng)用內(nèi)容:第 一�,在槍鉆切削過程中需要控制好外刃和內(nèi)刃和鉆尖之間的偏心距和鉆尖角�,使鉆頭在鉆進(jìn)過程中�����,其切削合力能夠作用在鉆頭的支撐區(qū)域處,借此來起到擠光孔表面的作用�,為切削鉆孔工作的順利進(jìn)行奠定基礎(chǔ)����。第二�,做好槍鉆受力平衡的分析工作,理論狀態(tài)下���,切刃結(jié)構(gòu)中的外刃切削力數(shù)值需要和內(nèi)刃切削力數(shù)值保持相等,但是從實(shí)際應(yīng)用情況來看���,存在著切削力不對(duì)等的情況,此時(shí)則需要確保外刃切削力大于內(nèi)刃切削力�,以此來確保其合力處于待加工構(gòu)件表面����,穩(wěn)定鉆進(jìn)過程�����。
2.3 引導(dǎo)孔的加工
在該環(huán)節(jié)的操作過程中���,需要著重關(guān)注以下幾點(diǎn):第 一��,先在工件上做好直徑為 10mm,深度為 5mm 的引導(dǎo)孔����,控制好制作過程中的具體精度���,提升所制作引導(dǎo)孔的應(yīng)用效果�。第二����,根據(jù)上述參數(shù)分別加工 φ10×1150mm×(300�、600、900��、1200)mm 四個(gè)等級(jí)的引導(dǎo)孔����,可以根據(jù)實(shí)際需求來選擇具體應(yīng)用結(jié)構(gòu),提升引導(dǎo)孔應(yīng)用結(jié)果的實(shí)用性。第三����,對(duì)于引導(dǎo)孔的位置偏差進(jìn)行處理��,使其可以滿足相應(yīng)的制作需求����,同時(shí)做好記錄工作�����,待滿足要求后進(jìn)入到下一操作環(huán)節(jié)����。
2.4 切削參數(shù)控制
在切削參數(shù)控制環(huán)節(jié)中���,需注意以下幾點(diǎn)應(yīng)用內(nèi)容:第 一�����,對(duì)于切削速度進(jìn)行控制����,在切削速度的分析中�����,主軸轉(zhuǎn)轉(zhuǎn)速 n 和切削速度 V 之間的關(guān)系存在以下關(guān)系:V=ndπ/1000,d 表示主軸直徑。在鉆頭進(jìn)入到鉆孔當(dāng)中之前,其旋轉(zhuǎn)速度應(yīng)控制在 30m/min左右���,等待鉆頭鉆入到工件內(nèi)之后,其旋轉(zhuǎn)速度可以提升到45m/min 左右�,確保切削工作的順利進(jìn)行��。第二,進(jìn)行切削分級(jí)����,為了提升鉆孔孔徑的精 準(zhǔn)度��,需要對(duì)鉆桿支撐距離和鉆桿直徑比例控制在合理范圍內(nèi),一般情況下����,該數(shù)值需控制在 45 以內(nèi)��,隨后將 30 倍切削直徑作為一級(jí),對(duì)于每一級(jí)的調(diào)整時(shí)間控制在1-3min�����,每一級(jí)的切削時(shí)間控制在 6-10min����。
2.5 槍鉆系統(tǒng)安裝
在槍鉆系統(tǒng)安裝過程中,應(yīng)注意以下幾點(diǎn)內(nèi)容:(1)對(duì)于系統(tǒng)安裝圖紙進(jìn)行梳理,明確系統(tǒng)在安裝過程中需要注意的相關(guān)內(nèi)容����,擬定合理的安裝計(jì)劃,按照既定工序內(nèi)容完成該系統(tǒng)的安裝工作�。(2)做好各環(huán)節(jié)質(zhì)量驗(yàn)收工作��,對(duì)于質(zhì)量不達(dá)標(biāo)的作業(yè)部位,需要及時(shí)擬定合理措施來對(duì)其進(jìn)行處理���,并且等待其驗(yàn)收合格之后再進(jìn)行下一環(huán)節(jié)的作業(yè),避免問題積累的情況[1]��。(3)建立信息監(jiān)督管理系統(tǒng)���,對(duì)于系統(tǒng)應(yīng)用過程的具體狀態(tài)進(jìn)行監(jiān)督�,并且設(shè)置相應(yīng)的預(yù)警值,在數(shù)據(jù)達(dá)到預(yù)警值之后,系統(tǒng)也會(huì)直接作出預(yù)警�,提醒相關(guān)人員及時(shí)作出處理���,從而提升處理結(jié)果的可靠性��。
2.6 系統(tǒng)試切削
完成上述應(yīng)用內(nèi)容后,進(jìn)入到系統(tǒng)應(yīng)用調(diào)試階段���,在此過程中����,需要做好系統(tǒng)試切削的相關(guān)工作���,在具體的應(yīng)用過程中�,第 一,做好操作順序的梳理工作,一般情況下���,系統(tǒng)試切削的順序應(yīng)遵循“將鉆頭引入導(dǎo)孔→啟動(dòng)主軸開始旋轉(zhuǎn)→進(jìn)給指令的操作和停止→停止繼續(xù)旋轉(zhuǎn)→退出系統(tǒng)鉆頭”的順序,采集相應(yīng)的操作數(shù)據(jù)。第二,借助三維技術(shù)建立預(yù)期模型和實(shí)際數(shù)據(jù)模型�,比對(duì)模型中的數(shù)據(jù)信息����,查看鉆屑排查情況�、分級(jí)鉆進(jìn)情況等,以此來確定已安裝系統(tǒng)的應(yīng)用情況[2]。第三���,根據(jù)反饋數(shù)據(jù)來完成參數(shù)調(diào)整���,重新進(jìn)行實(shí)驗(yàn)檢測(cè)����,從而提高系統(tǒng)切削結(jié)果的可靠性。
3 ���、槍鉆技術(shù)應(yīng)用過程的注意事項(xiàng)
3.1 做好機(jī)床找正工作
做好機(jī)床找正工作,可以提升成品工件的精 準(zhǔn)度����,提高成品的制作質(zhì)量�����。根據(jù)工件外圓、內(nèi)孔同軸度的不同要求���,一般采用兩種找正方法:①使用對(duì)刀儀測(cè)量刀具相關(guān)數(shù)據(jù),試切調(diào)整刀具位置����;②在加工中心百分表找正:在簡(jiǎn)易 T 型基座孔中裝入一基準(zhǔn)軸��。將百分表座吸附于車床卡盤上,調(diào)整百分表指針位于基準(zhǔn)軸表面��,用手緩慢撥動(dòng)卡盤觀察指針變化情況�,并通過墊片手工調(diào)整 Y 軸方向位移值,X 方向找校準(zhǔn)棒兩側(cè)偏差值 Di����,中托板手柄調(diào)整值為│(Di-D)│/2��,D 為校準(zhǔn)棒直徑。對(duì)同軸度無要求的工件孔�����,可直接在機(jī)床主軸插入一校準(zhǔn)棒(與 T 型基座孔基準(zhǔn)尺寸一致的校準(zhǔn)棒)��,通過校準(zhǔn)棒與 T 型基座孔的匹配關(guān)系找正調(diào)整。對(duì)于同軸度要求較高的工件����,建議采用第二種找正方法[3]�����。
3.2 加強(qiáng)失效模式處理
通過加強(qiáng)時(shí)效模式處理,能夠延長(zhǎng)槍鉆系統(tǒng)的使用壽命����,提升其工作狀態(tài)的穩(wěn)定性����。當(dāng)槍鉆與工件回轉(zhuǎn)中心偏距過大時(shí)�,鉆尖易發(fā)生沖擊,引起刀桿顫動(dòng),導(dǎo)致疲勞失效,嚴(yán)重情況造成刀尖碎裂的問題。為提高槍鉆使用壽命和消除人為失效現(xiàn)象,應(yīng)做好以下幾點(diǎn):①提高刀具安裝的找正精度��,保證槍鉆與工件具有良好的同軸度;②控制引導(dǎo)孔(或?qū)蛱祝┩S度、尺寸公差和表面粗糙度��;③確保槍鉆處于高壓冷卻環(huán)境���,推薦在車床加工中配合使用油霧脈沖發(fā)生器����;④根據(jù)工件材料選用合適的機(jī)床轉(zhuǎn)速、進(jìn)給量等切削參數(shù)[4]�����。
3.3 設(shè)備的日常養(yǎng)護(hù)管理
做好設(shè)備的日常養(yǎng)護(hù)管理�����,可以提升運(yùn)行故障問題發(fā)現(xiàn)的及時(shí)性,降低潛在問題的發(fā)生幾率����。在具體實(shí)踐中需要提前擬定好設(shè)備管理計(jì)劃�,對(duì)于槍鉆系統(tǒng)�、鏜床系統(tǒng)中設(shè)備維護(hù)周期、維護(hù)要點(diǎn)等內(nèi)容做好備注,并且按照要求來完成相應(yīng)的檢修工作,做好相應(yīng)的檢修記錄��,不定期對(duì)于檢修計(jì)劃進(jìn)行調(diào)整�����,以確保養(yǎng)護(hù)計(jì)劃內(nèi)容的合理性[5]�。
總結(jié)
綜上所述�����,做好機(jī)床找正工作��,可以提升成品工件的精 準(zhǔn)度,加強(qiáng)時(shí)效模式處理,能夠延長(zhǎng)槍鉆系統(tǒng)的使用壽命���,做好設(shè)備的日產(chǎn)養(yǎng)護(hù)管理,可以提升運(yùn)行故障問題發(fā)現(xiàn)的及時(shí)性。通過將槍鉆技術(shù)應(yīng)用到普通鏜床深孔加工當(dāng)中,同時(shí)做好相應(yīng)的管理工作�,對(duì)于提升結(jié)構(gòu)作業(yè)速度有著積極地意義��。

 微信號(hào):掃碼加微信
微信號(hào):掃碼加微信











 咸陽(yáng)聯(lián)合機(jī)械有限公司 icp備案:
咸陽(yáng)聯(lián)合機(jī)械有限公司 icp備案:
 陜西省咸陽(yáng)市秦都區(qū)寶泉路中段(天寶小區(qū)對(duì)面)
陜西省咸陽(yáng)市秦都區(qū)寶泉路中段(天寶小區(qū)對(duì)面)
 首頁(yè)
首頁(yè)
 微信
微信
 電話
電話
 短信
短信